
Kaizen is a component of Lean Manufacturing which involves the steady, systematic removal of waste from the production line. In a lean facility, the components of the manufacturing process that produce value (the “value stream”) are identified, and everything that is not absolutely necessary to produce that value is considered muda, japanese for waste.
Kaizen, translated as continuous improvement, involves the removal of waste from the value stream. Anything that is not absolutely necessary for the creation of the product of value is considered muda (waste) and must be eliminated.
Types of Kaizen
There are two types of kaizen:
- Flow kaizen
Also called system kaizen, this type of kaizen focuses on the overall value stream. It optimizes the flow of the production system and performs waste removal activities on the overall value stream. For example, the purchase of a new forklift which optimizes two or more production stations would be flow kaizen. - Process kaizen
This type of kaizen focuses on removing waste from individual processes. For example, the operator of the forklift moves some inventory around to allow for a faster loading and unloading time at a station.
Flow kaizen focuses on the whole, whereas process kaizen focuses on one individual component of the assembly line.
Flow kaizen is generally a management responsibility, and process kaizen is a team leader or operator responsibility.
How to Implement Kaizen
Kaizen is a process that should occur continuously. Management should be relentlessly focused on optimizing the production process and reducing non-value added waste.
However, there is a defined process in which kaizen activities are performed:
- Map the value stream
- Choose a process to optimize (or choose the whole production in the case of flow kaizen)
- Implement the 5 S’s
- Look for the 7 types of muda
- Design a process improvement
- Measure the results
Value Stream Mapping
In lean manufacturing, the value stream represents the work tasks that must be performed to create the product which creates value for the business. The first step is to identify what creates value, that is,
- Value is what the customer is willing to pay for.
Once the item of value has been identified, the process to create that value is mapped. Each box represents a process, that is, a task that is performed to create the value stream. A very simple value stream map would look like this:
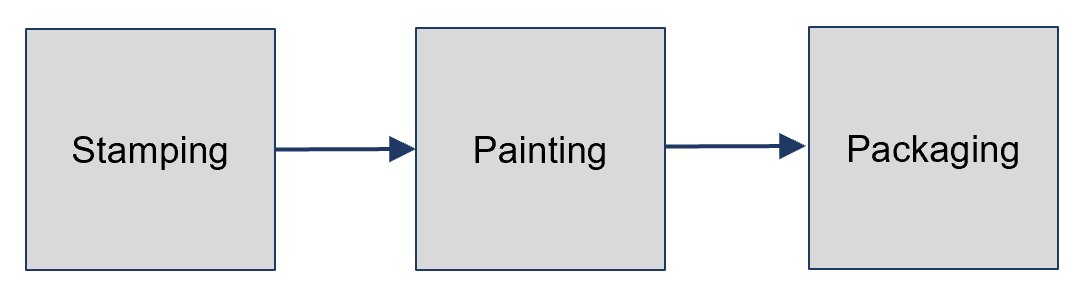 In reality, value stream mapping is far more advanced than this, but this basic information is enough to visualize the processes to analyze them for potential kaizen. Modern value maps show the value stream from raw material to the customer, including:
In reality, value stream mapping is far more advanced than this, but this basic information is enough to visualize the processes to analyze them for potential kaizen. Modern value maps show the value stream from raw material to the customer, including:
- Warehousing and storage
- Transportation requirements
- Processing speeds
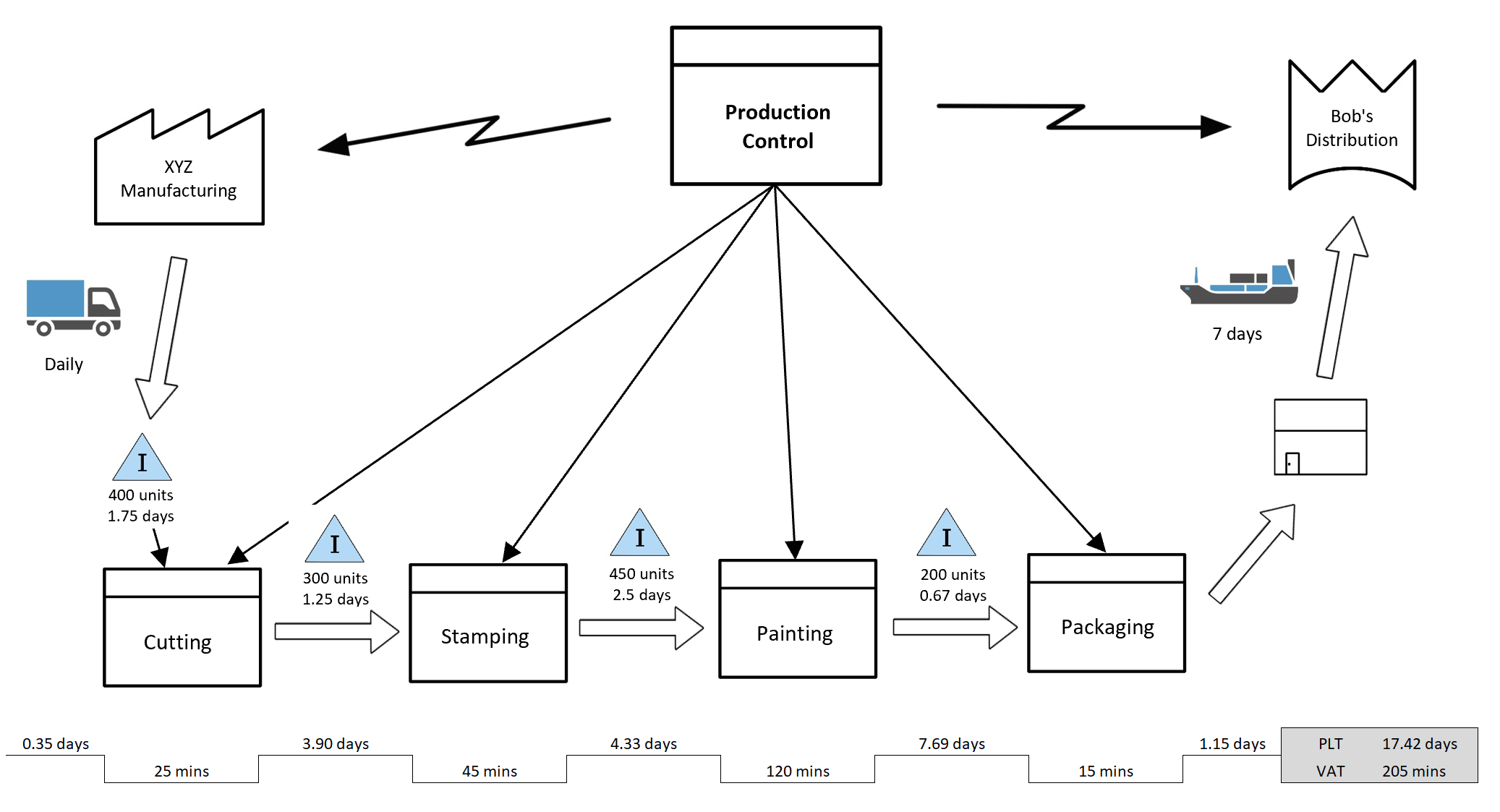
A series of standard symbols are used to denote various things on a standard value stream map. Here is a fully developed value stream map:
The 5 S’s
 Lean manufacturing uses five S’s to guide the kaizen activities. These describe workplace practices conducive to visual control and lean production:
Lean manufacturing uses five S’s to guide the kaizen activities. These describe workplace practices conducive to visual control and lean production:
- Sort
Tools, parts, materials, and paperwork should be separated into needed and unneeded items, and the unneeded items discarded. - Straighten
A place for everything and everything in its place. When workplaces are organized in an intuitive manner the production process becomes highly efficient. - Shine
Production stations should be clean and neat, which promotes productivity and reduces defects. - Standardize
Production work should be standardized into written procedures to eliminate variation. Station operators should not be making design decisions on the production floor. - Sustain
Discipline to perform the first four S’s
Some lean practitioners add a sixth S, for Safety, to establish workplace practices that keep employees safe and healthy which promotes high productivity.
The 7 Types of Muda
 Kaizen involves relentlessly searching and removing the 7 types of muda (waste):
Kaizen involves relentlessly searching and removing the 7 types of muda (waste):
- Overproduction
Producing too much product, or producing ahead of what the next process actually needs. The overproduced volume must be transported, stored, inspected, and probably has some product you cannot sell. In this case the entire manufacturing process has been wasted. Costs are incurred to store the product, and the sales staff must work to produce discount campaigns to move it. - Waiting
Workers idling, for any reason. Anything that is waiting for something is wasting a component of the value stream. Whether it’s the products being produced, the people producing them, or the machines on the factory floor, the act of waiting should be eliminated. - Transportation
Moving parts around unnecessarily. It can occur between processing steps, between processing lines, and also when product is shipped to the customer. Commonly parts are moved from a production step to a warehouse and back to a production step, when that inventory can avoid movement by moving it directly to the next production step. - Overprocessing
Processing a product beyond what the customer wants. For example, engineers that make specifications greater than the customer is willing to pay for. Also, choosing poor or inefficient processing equipment also creates this type of waste. - Excess Inventory
When more than the minimum stocks of materials and parts are stored in preparation for assembly, this is considered waste. Just-in-time production is the goal. - Movement
The unnecessary movement of people, such as operators and mechanics moving around looking for tools and equipment. It is very easy to overlook this type of waste because people are moving and active, but make no mistake it hurts the bottom line just as much. - Defective Products
When a defective product is scrapped, the entire production process has been wasted. If the defective product can be moved back to a previous production step, only some of the process is wasted, but it is usually a significant part of the whole. Defective product should be a constant, rigorous application of kaizen.
Many lean practitioners apply an eighth waste, called Unused skills and knowledge. This refers to workers on the shop floor or office that can have the skills to apply kaizen but are not applying it.
Design a Process Improvement
After implementing the 5 S’s and searching for the 7 types of muda, a process optimization is probably readily identifiable. Implementation of the kaizen improvements should be swift and avoid meetings and presentations, if possible.
Measure the Results
Once the process improvement is in place, the results need to be measured and compared to the original values. This ensures that stakeholders know how effective the change has been so that the benefits of kaizen do not become lost in business as usual.
Kaizen Workshops
Kaizen workshops are commonly organized, in which a team identifies and implements an improvement to a process. Kaizen events usually involve four steps:
- Training in continuous flow manufacturing (lean)
- Measurement of the effectiveness of a process. One part of an assembly line (or the whole line) is measured to determine the variation and/or number of defects. These defects are analyzed to determine why they occurred, and a revised process is designed which eliminates the waste from the value stream.
- Implementation of the desired solution. That is, the machines and operators are moved to eliminate the waste, or in extreme cases to execute the transformation from traditional to lean manufacturing.
- Measurement of variation and/or defects to determine how effective the change has been.
The value stream map is the guidebook, the map of the production process which allows components to be chosen and analyzed for potential waste.
Kaizen Examples
- A manufacturer of office furniture finds that customers are complaining about the paint peeling off the products. The plant manager determines that during the changeover time for new paint cartridges, the paint becomes weak prior to being obviously empty. The plant manager devises a checklist that the paint station operators must time the paint process and change the paint cartridges when the specified time has elapsed.
 An electronics circuit board manufacturer finds that 1.5% of their products are being returned by their customer (the final assembler) due to defective products. The plant manager inspects each circuit board for a certain time period and realizes that a certain capacitor is frequently missed. This capacitor is located in bins beside other components and the process is such that it is easy for the operator to miss. To implement kaizen, the manager installs a sensor at the parts bin which, if the operator moved the product to the next station without reaching into the bin, a warning light would turn on.
An electronics circuit board manufacturer finds that 1.5% of their products are being returned by their customer (the final assembler) due to defective products. The plant manager inspects each circuit board for a certain time period and realizes that a certain capacitor is frequently missed. This capacitor is located in bins beside other components and the process is such that it is easy for the operator to miss. To implement kaizen, the manager installs a sensor at the parts bin which, if the operator moved the product to the next station without reaching into the bin, a warning light would turn on.- At a clothing factory, a certain assembly line often slows down by 10 – 25%. After inspecting the line for a few weeks and talking to the line operators, the president realizes that the chairs are uncomfortable and the worktables are too high, creating a high stress environment for the operators. New chairs are ordered for the workers which are more comfortable and higher.






